Как залудить жало паяльника, чтобы он паял правильно? Пайка паяльником в домашних условиях Новый паяльник подготовить к работе.
Жало работающего паяльника нуждается в регулярном обслуживании. Иначе к нему перестает прилипать припой, и пайка превращается в мучительную процедуру.
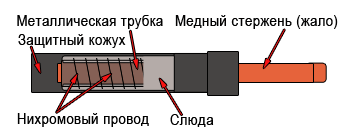
Новый электропаяльник комплектуется чистым, необлуженным жалом. Для паяльников с нихромовым нагревательным элементом оно представляет собой медный стержень, заточенный под клин.
Это удобно для соединения проводов между собой и с выводами электрических аппаратов. Для пайки мелких деталей популярна заточка жала конусом, что позволяет не цеплять им на печатной плате соседние элементы.

Уход за электропаяльником с нихромовым нагревателем
Установка жала в паяльник зависит от его конструкции. В первом случае оно удерживается в корпусе за счет слегка расплющенной части, при этом вставляется и вынимается из него с небольшим усилием. Во втором – крепится винтом на корпусе паяльника. Этот способ предпочтительнее. Оба способа крепления имеют особенности, влияющие на методы ухода за жалом паяльника.
При длительной эксплуатации паяльника между стенками его внутренней части и жалом образуется окалина, ухудшающая теплопередачу. Если ее вовремя правильно не удалять, то разобрать этот узел будет невозможно без поломки. Жало периодически вынимают, очищают внутреннюю поверхность мелкой наждачной бумагой и вставляют обратно. При креплении винтом это сделать проще, только винт нужно иногда полностью выкручивать и закручивать обратно. Иначе сдвинуть его с места без поломки не удастся. При простой фиксации жала в корпусе приходится с усилием тащить его наружу. Иногда из этой затеи ничего не выходит, а попытки любой ценой добиться своего приводят к поломке паяльника. Поэтому, чем чаще вы будете доставать из паяльника жало и чистить его, тем дольше сохранится их разъемное соединение.

Другая проблема, возникающая при снятии жала, тоже приводит к выходу паяльника из строя. Дело в том, что нагревательный элемент наматывается нихромовым проводом на трубку из миканита. Внутрь этой трубки и вставляется жало с минимально возможным зазором, чтобы обеспечить максимальную теплопередачу. Если нагар, образовавшийся при работе, плотно заблокировал эти детали вместе, то разборка приведет к разрыву миканитовой изоляции и замыканию части витков обмотки между собой. Заметить это трудно, а при дальнейшей эксплуатации из-за уменьшения сопротивления обмотки потребляемый паяльником ток увеличится, нихром перегреется и сгорит. Поэтому, если вы долго не доставали жало из паяльника или оно сопротивляется при извлечении – лучше оставьте все, как есть.
Размер части жала, помещаемой внутрь паяльника, при простой установке ограничивается фиксирующими выступами. При использовании для этой цели винта на корпусе нужно правильно установить глубину установки. Если жало будет слишком глубоко, то площадь нагрева увеличивается, а теплоотдача уменьшится, так как снаружи окажется его меньшая часть. В результате обгорать оно будет быстрее. К тому же канифоль или жир при пайке будут сгорать раньше, чем окажутся в нужном месте.
Еще одной неисправностью, характерной для электропаяльников с нихромовым нагревателем, является нарушение изоляции между корпусом и нагревательным элементом. Обычно повреждение происходит в начале или конце обмотки, то есть, ближе к одному из выводов штепсельной вилки. Наличие «фазы» на корпусе паяльника при этом зависит от ее положения в розетке. Определить наличие повреждения можно, используя однополюсный указатель напряжения. Для этого нужно коснуться им корпуса работающего паяльника, затем перевернуть вилку в розетке и повторить проверку. Если указатель определит наличие «фазы» — паяльник придется сразу выбросить. Можно проверить состояние изоляции тестером или мультиметром, измерив сопротивление между корпусом и любым выводом штепсельной вилки.
На работу замыкание никак не влияет, но при одновременном касании металлических предметов жалом и рукой работающий получает удар током. К тому же это может привести к выходу из строя электронных компонентов. При их припаивании можно вывести из строя и все полупроводниковые элементы устройства. При касании жалом заземленных металлических предметов паяльник сам выходит из строя, так как внутри него происходит короткое замыкание. Если паяльник работает от понижающего трансформатора, то повреждение его изоляции не влияет на электробезопасность.
Электропаяльник не рекомендуется надолго оставлять включенным, не выполняя при этом никаких работ, так как при этом жало обгорает. Если часто возникают ситуации, когда нужно приостановить работу, а потом быстро ее возобновить, можно собрать небольшое устройство с переключателем и диодом. При необходимости на некоторое время перевести паяльник в «горячий резерв», питание на него с помощью переключателя подается через диод, и он начинает работать с мощностью, в два раза меньшей. Устройство удобно разместить в корпусе удлинителя, имеющего штатный выключатель. При этом можно сделать переключаемой одну розетку, а остальные использовать по своему усмотрению, например, для подключения ремонтируемой аппаратуры, осциллографа или других измерительных приборов. Розетку для паяльника можно пометить маркером или другими доступными способами.
Иногда устанавливают концевой выключатель на подставке, переключающий питание положенного на нее паяльника через диод. Этот способ имеет недостаток: каждый раз, взяв паяльник с подставки, придется ждать, когда он подогреется до необходимой температуры. Это существенно замедляет пайку.

Можно воспользоваться и регулятором мощности паяльника. Его можно приобрести или изготовить самостоятельно. Но в некоторых случаях (например, для пайки проводов в соединительных коробках) это устройство будет лишним. Для работы с электронными компонентами регулировка температуры жала имеет большую ценность, поэтому лучше использовать для этих целей керамические паяльники или паяльные станции, имеющие регулировку и стабилизацию температуры жала, а не просто изменяющие потребляемую паяльником мощность.

Паяльник Atten SS-50 с регулятором температуры
Как правильно залудить медное жало у паяльника
Перед использованием жало нужно залудить. Иначе припой не будет к нему приставать и пайка станет невозможной. Рассмотрим способы, как правильно залудить жало для паяльника. Для этого процесса понадобятся:
- канифоль;
- припой;
- деревянный брусок;
- наждачная бумага с мелким зерном или напильник.
Рабочую поверхность нового жала зачищаем наждачной бумагой, положенной на брусок, до блеска. Если жало побывало в эксплуатации, его поверхность неровная и изрыта кавернами, то перед облуживанием его придется выровнять напильником. Лучше для этого вынуть его из паяльника и зажать в тиски. Если по вышеописанным причинам демонтаж жала невозможен, то можно обойтись и без этого. Считается, что плоскость для пайки лучше формировать не напильником, а отковыванием, постепенно расплющивая кончик жала молотком. Процесс этот более трудоемкий и требует определенных навыков, но в результате припой будет меньше вымывать медь их жала. Выбоины в нем будут образовываться медленнее, и повторное лужение потребуется не скоро.
Теперь устанавливаем жало на место и включаем паяльник в сеть. При этом периодически контролируем нагрев, касаясь канифоли. Как только она начинает плавиться, покрываем ею всю рабочую поверхность. В процессе выгорания канифоли процесс периодически повторяем, ожидая момента, когда температура станет достаточной для плавления припоя. Как только это произойдет, покрываем припоем всю рабочую поверхность жала и стряхиваем с него излишки.
Поверхность нужно полностью залудить. Если есть пропуски, или жало не лудится, значит, окисел был снят некачественно. Чтобы не остужать паяльник и не зачищать поверхность снова, применяем небольшую хитрость.
На брусок кладем наждачную бумагу, а на нее – кусочек канифоли. Плавим его паяльником и зачищаем рабочую поверхность жала наждачкой в среде канифоли. Периодически добавляем припой. Этот метод годится и для того, чтобы оперативно восстановить рабочую поверхность. Как только на ней появляются необлуженные зоны, рекомендуется поправить ситуацию с помощью наждачки и канифоли. Это будет лучше, чем потом выравнивать поверхность напильником.
Как облудить необгораемое жало
Обычное медное жало имеет недостатки: оно понемногу выгорает, требуя частого повторения вышеописанных процедур по очистке. С него невозможно убрать весь припой, что требуется для пайки корпусов некоторых микросхем.
Этих недостатков лишены необгораемые жала, поверхность которых покрыта слоем никеля. Но за ними нужен особый уход. Слой покрытия тонкий, его нельзя царапать. Поэтому никелированные жала нельзя чистить напильником, надфилем и даже наждачной бумагой. Нельзя даже стряхивать с них припой ударами о подставку паяльника. Если слой покрытия будет поврежден, то из-под него будет вымываться медь и жало придет в негодность. Поэтому и облудить его так, как медное, не получится.
Для того, чтобы залудить необгораемое жало, потребуются:
- кусок хлопчатобумажной ткани (можно использовать старое полотенце);
- канифоль;
- припой.
Ткань нужно обильно смочить в воде и отжать, а в баночку с канифолью кинуть небольшой кусочек припоя. Прогреть паяльник, затем энергично потереть его жалом о мокрую ткань, стирая окислы. Затем быстро окунуть его в канифоль, расплавляя в ней кусочек припоя. Жало лудится в среде канифоли, которая растворяет остатки окислов. После этого его нужно протереть о ту же ткань, что использовалась вначале.
Для очистки необгораемых жал в процессе работы предназначены специальные целлюлозные губки, которые продаются в магазинах электроники. Губку перед использованием нужно пропитать водой, отжав излишки. Лучше использовать глицерин, при этом она не будет высыхать. При работе нужно периодически протирать жало паяльника о губку, удаляя окислы и излишки припоя.
Еще можно использовать для этих целей проволочную губку (мочалу) из латуни или меди. Ее также продают в радиолюбительских магазинах. Подойдет и мочалка для мытья посуды из нержавеющей стали, но только мягкая, чтобы не царапала жало.
Но все эти способы могут не помочь, если паяльник с необгораемым жалом перегревается. Его температура не должна превышать 300 ˚С. Поэтому использовать их стоит только в паяльниках, имеющих регулировку температуры со стабилизацией.
Регуляторы мощности здесь не помогут, так как трудно подобрать его режим работы. Температура в зависимости от интенсивности пайки постоянно изменяется, когда паяльник бездействует на подставке, она максимальна, когда плавит припой – понижается. Напряжение в сети тоже может изменяться и влиять на температуру. В керамических паяльниках и паяльных станциях организована регулировка с использованием датчика, встроенного в паяльник. Начальная температура задается пользователем, а устройство управления ее поддерживает без его участия. Также не рекомендуется долго держать нагретое необгораемое жало без припоя.
Еще одно достоинство необгораемых жал, предназначенных для керамических паяльников и паяльных станций – они съемные и легко меняются. Производителями выпускается широкий ассортимент жал различной формы и размеров, предназначенных для выполнения разных видов работ. Владельцам паяльников с нихромовым нагревателем приходится идти на ухищрения, чтобы сделать их универсальными: придумывать какие-то вставки, наматывать на жало толстую медную проволоку. Это не делает процесс пайки удобнее, скорее – наоборот. А если вспомнить, что поменять жало у такого паяльника порой не так-то просто, то об использовании различных форм греющих поверхностей для него стоит позабыть совсем.
Достоинства и недостатки электропаяльников
Керамические паяльники компактны и экономичны. Их нагревательный элемент встроен внутрь жала и обеспечивает его быстрый разогрев. Но эти нагревательные элементы не выносят резких перепадов температур, поэтому их лучше резко не охлаждать. Также не стоит использовать жала, на которые они не рассчитаны: изменение температурного режима работы мгновенно выведет нагревательный элемент из строя.
Самым универсальным инструментом для паяния являются, конечно, паяльные станции. В них можно менять жала, плавно регулировать их температуру. Большее их количество работают на пониженном напряжении и гальванически развязаны с питающей сетью, а также имеют возможность подключения заземления к паяльнику. Совместно с использованием заземляющего браслета это позволяет предотвратить выход из строя радиоэлектронных компонентов от статического электричества и сетевых наводок.

Есть у паяльных станций лишь один недостаток: они занимают больше места на столе, чем обычный паяльник, и с ними трудно работать в полевых условиях. Поэтому, выбирая, какой паяльник лучше, нужно ориентироваться на то, что вы будете паять, где и как часто. А от выбора паяльника будет зависеть, какое жало вам придется эксплуатировать.
Самый обычный паяльник с медным жалом есть практически у каждого. Этот несложный и полезный инструмент необходим далеко не только специалистам, занимающимся радиоэлектроникой. В хозяйстве он тоже часто нужен, например, чтобы спаять два провода или починить какой-либо простейший бытовой прибор своими руками.
Однако не у всех начинающих пользователей получается даже самая простейшая операция – лужение паяльника.
Зачем лудить паяльник?
Ответ на этот вопрос заключается в том, что в процессе пайки возникает необходимость брать разогретым жалом припой (сплав свинца и олова), который затем переносится на место соединения. Но если его не залудить, то эта процедура становится невыполнимой. Припой не прилипает к паяльнику, соответственно, взять нужное количество сплава и перенести на место пайки – невозможно.Почему так происходит? При контакте разогретого жала с припоем последний расплавляется и прилипает к поверхности. Но только тогда, когда на ней есть слой олова, что и называется – «паяльник луженный». Соответственно, если он испачкан канифолью, флюсом или пластмассой, указанного взаимодействия не получается. Припой просто плавится, образуются капли металла, но к жалу это все дело не пристает.
Правильно луженый паяльник – это инструмент, у которого рабочая часть покрыта тончайшим слоем припоя. К такой поверхности олово охотно прилипает, и его беспрепятственно можно переносить на проводник, плату, радиодеталь и так далее.
Материалы для лужения паяльника
Чтобы правильно залудить паяльник с медным жалом, потребуется минимальный набор материалов:- канифоль сосновая;
- припой;
- наждачная бумага;
- губка для мыться посуды.

Результат будет намного лучшим, если прислушаться к рекомендациям, изложенным далее.
Не стоит использовать канифоль, у которой вышел срок годности. Потемневшую и загрязненную посторонними веществами тоже лучше не брать. Как правило, стандартная канифоль пригодна к использованию в течение двух лет с момента изготовления.
Припой рекомендуется покупать тот, который имеет максимально светлый оттенок. Это означает, что в сплаве больше олова, а свинца, соответственно, меньше. Такой припой лучше плавится и начинающему пользователю с ним проще обращаться.
Наждачная бумага должна быть такой, чтобы после ее применения на медном жале не оставалось глубоких борозд. По этой же причине ни в коем случае не стоит применять для зачистки точильные камни. Отличные результаты дает применение наждачной бумаги с зернистостью P150.
Губка для мыться посуды обязательно должна иметь жесткую накладку, так как именно эта сторона используется в работе. Заменить ее можно практически любыми войлочными материалами. Также есть специальные губки для очистки паяльника.
Процесс лужения паяльника с медным жалом

Сразу же стоит отметить, что нижеописанным способом можно лудить паяльники только с медным жалом. Если обработать наждачной бумагой керамическое острие, то оно безвозвратно утратит свои свойства, а дорогостоящую насадку останется только выбросить.
Если на рабочей поверхности жала осталось застывшее олово, то его можно удалить следующим образом. Паяльник нужно сперва разогреть. Затем жало опускается в канифоль и чистится о многожильный медный провод, смоченный во флюсе.
Далее рабочую часть инструмента необходимо очистить от нагара. Делается это при помощи наждачной бумаги. Особо усердствовать не нужно, так как медь является довольно мягким металлом.




Особое внимание уделяется той части жала, которым осуществляется пайка.
Сразу же после очистки паяльник включается в сеть и разогревается до рабочей температуры. Поскольку медь очень быстро окисляется, рекомендуется уже в процессе нагрева опустить жало в канифоль. Так ограничивается доступ кислорода, и поверхность не покроется оксидом в считанные секунды. При высоких температурах этот процесс ускоряется в разы.




Когда паяльник как следует разогреется, он вынимается из канифоли и подводится к припою. Набрав достаточное количество сплава (олово должно отлично прилипать к очищенной поверхности), жало нужно опять погрузить в канифоль несколько раз. За счет большого поверхностного натяжения олово равномерно разойдется по рабочей поверхности паяльника.
Улучшить результат можно с помощью картона, предварительно покрытого канифолью. Если поводить жалом с припоем по такой поверхности, олово лучше распределится и ляжет более тонким слоем.
Далее необходимо очистить паяльник от лишнего расплавленного металла. Для этого нужно несколько раз провести луженным жалом по влажно губке. На этом этапе следует быть осторожным, чтобы заново не испачкать инструмент. Сразу же после очистки жало опускается в канифоль, чтобы защитить нанесенное покрытие.


Результатом вышеописанной процедуры должен быть идеально залуженный паяльник с тончайшим слоем олова на рабочей поверхности. Если все сделать правильно, то последующий за этим процесс пайки будет простым даже для начинающего пользователя.
Один из наиболее надежных способов соединения проводов и деталей — пайка. Как правильно паять паяльником, как подготовить паяльник к работе, как получить надежное соединение — обо всем этом дальше.
В быту используются «обычные» электрические паяльники. Есть, работающие от 220 В, есть — от 380 В, есть — от 12 В. Последние отличаются небольшой мощностью. Используются, в основном, на предприятиях в помещениях с повышенной опасностью. Можно их применять и в бытовых целях, но нагрев их происходит медленно, да и мощность маловата…
Выбрать надо тот, Который удобно «лежит» в руке
Выбор мощности
Мощность паяльника выбирается в зависимости от характера работы:

В домашнем хозяйстве достаточно иметь два паяльника — один маломощный — 40-60 Вт, и один «средний» — около 100 Вт. С их помощью можно будет покрыть около 85-95% потребностей. А пайку толстостенных деталей все равно лучше доверить профессионалу — тут нужен специфический опыт.
Подготовка к работе
Когда паяльник включается в сеть первый раз, часто он начинает дымить. Это выгорают смазочные материалы, которые были использованы в процессе производства. Когда дым перестает выделяться, паяльник выключают, ждут пока он остынет. Дальше надо заточить жало.

Заточка жала
Далее надо подготовить к работе жало. Это цилиндрический стержень, сделанный из медного сплава. Фиксируется при помощи прижимного винта, который находится в самом конце термокамеры. В более дорогих моделях жало может быть слегка заточено, но, в основном, заточки нет.

Изменять будем самый кончик жала. Использовать можно молоток (сплющивать медь как вам нужно), напильник или наждак (просто стачивать ненужное). Форму жала выбирают в зависимости от предполагаемого типа работ. Его можно:
- Сплющить в виде лопатки (как у отвертки) или сделать плоской с одной стороны (угловая заточка). Этот тип заточки нужен, если паяться будут массивные детали. Такая заточка увеличивает плоскость соприкосновения, улучшает передачу тепла.
- Сточить край жала в острый конус (пирамидку) можно, если предполагается работа с мелкими деталями (тонкие провода, электродетали). Так проще контролировать степень нагрева.
- Тот же конус, но не такой острый подойдет для работы с проводниками большего диаметра.
Более универсальным считается заточка «лопаткой». Если ее сформировать при помощи молотка, медь уплотняется, корректировать наконечник надо будет реже. Ширину «лопатки» можно делать больше или меньше, подрабатывая ее по сторонам напильником или наждаком. С этим типом заточки работать можно с тонкими и средними паяемыми деталями (поворачивать жало в нужное положение).
Лужение паяльника
Если жало паяльника не имеет защитного покрытия, его необходимо залудить — покрыть тонким слоем олова. Это защитит его от коррозии и быстрого износа. Делают это при первом же включении инструмента, когда дым перестал выделяться.
Первый способ лужения жала паяльника:
- довести до рабоче температуры;
- прикоснуться к канифоли;
- расплавить припой и растереть его вдоль всего жала (можно деревянной щепкой).
Второй способ. Смочить тряпку раствором хлористого цинка, нагретое жало потереть о тряпку. Расплавить припой и куском поваренной каменной соли растереть его по всей поверхности жала. В любом случае медь должна покрыться тонким слоем олова.
Технология пайки паяльником
Практически все сейчас пользуются электрическими паяльниками. Те, у кого работа связна с пайкой, предпочитают иметь паяльную станцию, «любители» предпочитают обходиться обходиться обычными паяльниками без регуляторов. Иметь несколько паяльников разной мощности достаточно для работ разного типа.
Чтобы разобраться как правильно паять паяльником, надо хорошо представлять себе процесс в общем, затем углубляться в нюансы. Потому начнем с краткого описания последовательности действий.
Пайка подразумевает последовательность повторяющихся действий. Говорить будем о пайке проводов или радиотехнических деталей. Именно с ними приходится встречаться в хозяйстве чаще. Действия такие:

На этом пайка закончена. Надо остудить припой и проверить качество соединения. Если все сделано правильно, место пайки имеет яркий блеск. Если припой выглядит тусклым и пористым — это признак недостаточной температуры во время пайки. Сама пайка называется «холодной» и не дает требуемого электрического контакта. Она легко разрушается — достаточно потянуть провода в разные стороны или даже подковырнуть чем-то. Еще место пайки может быть обугленным — это признак обратной ошибки — слишком высокой температуры. В случае с проводами она часто сопровождается оплавлением изоляции. Тем не менее, электрические параметры бывают нормальными. Но, если паяются проводники при устройстве проводки, лучше переделать.
Подготовка к пайке
Сначала поговорим о том, как правильно паять паяльником провода. Для начала надо удалить изоляцию. Длина оголяемого участка может быть разной — если паять собираетесь проводку — силовые провода, оголяют 10-15 см. Если припаять надо малоточные проводники (те же наушники, например), длина оголяемого участка небольшая — 7-10 мм.

После снятия изоляции необходимо провода осмотреть. Если есть на них лак или оксидная пленка, ее надо удалить. У свежезачищенных проводов оксидной пленки обычно не бывает, а лак иногда присутствует (медь имеет не рыжий цвет, а коричневатый). Оксидную пленку и лак можно удалить несколькими способами:
- Механически. Использовать наждачную бумагу с мелким зерном. Ею обрабатывают оголенную часть провода. Так можно сделать с одножильными проводами довольно большого диаметра. Обрабатывать наждачной бумагой тонкие проводки неудобно. Многожильные так вообще можно оборвать.
- Химический способ. Оксиды хорошо растворяются спиртом, растворителями. Лаковое защитное покрытие снимается при помощи ацетилсалициловой кислоты (обычный аптечный аспирин). Провод кладут на таблетку, прогревают паяльником. Кислота разъедает лак.
В случае с лакированными (эмалированными) проводами можно обойтись без зачистки — нужно использовать специальный флюс, который так и называется «Флюс для пайки эмалированных проводов». Он сам разрушает защитное покрытие во время пайки. Только чтобы впоследствии он не начал разрушать проводники, его после окончания пайки его надо удалить (влажной тряпкой, губкой).

Если припаять надо провод к какой-то металлической поверхности (например, провод заземления к контуру), процесс подготовки мало чем меняется. Площадку, к которой будет припаиваться провод, надо зачистить до чистого металла. Сначала механически удаляются все загрязнения (включая краску, ржавчину и т.д.), после чего при помощи спирта или растворителя поверхность обезжиривается. Далее можно паять.
Обработка флюсом или лужение
При пайке главное — обеспечить хороший контакт спаиваемых деталей. Для этого перед началом пайки соединяемые детали надо залудить или обработать флюсом. Эти оба процесса взаимозаменяемы. Их основное назначение — улучшить качество соединения, облегчить сам процесс.

Лужение
Для обработки проводов потребуется хорошо разогретый паяльник, кусок канифоли, небольшое количество припоя.
Берем зачищенный провод, укладываем его на канифоль, прогреваем паяльником. Прогревая, поворачиваем проводник. Когда провод окажется весь в расплавленной канифоли, на жало паяльника набираем немного припоя (просто прикасаемся жалом). Затем вынимаем провод из канифоли и кончиком жала проводим по оголенному проводнику.

Лужение проводов — обязательный этап при пайке
При этом припой тончайшей пленкой покрывает металл. Если это медь, из желтой, она становится серебристой. Провод тоже надо немного поворачивать, а жало двигать вверх/вниз. Если проводник хорошо подготовлен, он полностью становится серебристым, без пропусков и желтых дорожек.
Обработка флюсом
Тут все и проще, и сложнее. Проще в том смысле, что нужен только состав и кисточка. Кисточку обмакиваем в флюс, наносим тонким слоем состав на место пайки. Все. В этом простота.
Сложность в выборе флюса. Есть много разновидностей этого состава и под каждый вид работы надо подбирать свой. Так как сейчас говорим о том, как правильно паять паяльником провода или электронные компоненты (платы), то приведем несколько примеров хороших флюсов для этого типа работ:

Для пайки электронных компонентов (печатных плат) не используйте активные (кислотные) флюсы. Лучше — на водной или спиртовой основе. Кислотные же имеют хорошую электропроводность, что может нарушить работу устройства. Также они очень химически активны и могут вызвать разрушение изоляции,коррозию металлов. Благодаря своей активности они очень хорошо подготавливают к пайке металлы, потому их используют, если надо припаять провод к металлу (обрабатывают саму площадку). Наиболее распространенный представитель — «Паяльная кислота».
Разогрев и выбор температуры
Если хотите знать, как правильно паять паяльником, надо научиться определять достаточно ли разогрето место пайки. Если пользуетесь обычным паяльником, ориентироваться можно по поведению канифоли или флюса. При достаточном уровне нагрева они активно кипят, выделяют пар, но не горят. Если поднять жало, капли кипящей канифоли остаются на кончике жала.
При использовании паяльной станции исходят из таких правил:

То есть, на станции выставляем на 60-120°С выше, чем температура плавления припоя. Зазор температур, как видите большой. Как выбрать? Зависит от теплопроводности спаиваемых металлов. Чем лучше он отводит тепло, тем более высокой должна быть температура.
Внесение припоя
Когда место пайки достаточно разогрето, можно добавлять припой. Его вносят двумя способами — расплавленное, в виде капли на жале паяльника или в твердом виде (проволоку припоя) непосредственно в зону пайки. Первый метод используется если область пайки небольшая, второй — при значительных площадях.
В случае, если надо внести небольшое количество припоя, его касаются жалом паяльника. Припоя достаточно, если жало стало белым, а не желтым. Если повисла капля — это перебор, ее надо удалить. Можно стукнуть пару раз по краю подставки. Потом сразу возвращаются в зону пайки, проводя жалом вдоль места пайки.

Во втором случае проволоку припоя вводим непосредственно в зону пайки. Нагревшись, он начинает плавиться, растекаясь и заполняя пустоты между проводами, занимая место испаряющегося флюса или канифоли. В этом случае надо вовремя убрать припой — его переизбыток тоже не очень хорошо влияет на качество пайки. В случае с пайкой проводов это не так критично, а вот при пайке электронных элементов на платах очень важно.
Чтобы пайка была качественной, необходимо все делать тщательно: зачищать провода, прогреть место пайки. Но перегрев тоже нежелателен, как и слишком большое количество припоя. Вот тут нужна мера и опыт, а набраться его можно повторяя все действия некоторое количество раз.

Приспособление для более удобной пайки — третья рука
Как научиться паять паяльником
Для начала возьмите несколько кусков одножильного провода небольшого диаметра (можно — монтажные провода, те, которые используются в связи и т.п.) — с ними работать проще. Нарежьте их на небольшие кусочки и на них тренируйтесь. Сначала старайтесь спаять два провода. Кстати, после лужения или обработки флюсом их лучше скрутить между собой. Так увеличиться площадь контакта и проще будет удерживать провода на месте.
Когда пайка несколько раз получится надежной, можно увеличить количество проводков. Их тоже надо будет скручивать, но уже применять придется пассатижи (две проволоки можно скручивать руками).
Нормальная пайка означает:

После того, как освоена пайка нескольких проводов (трех…пяти), можно попробовать многожильные провода. Сложность состоит в зачистке и лужении. Зачищать получится только химическим методом, а лудить, предварительно скрутив провода. Затем залуженные проводники можно попытаться скрутить, но это довольно сложно. Придется их удерживать при помощи пинцета.
Когда и это освоено, можно тренироваться на проводах большего сечения — 1,5 мм или 2,5 мм. Это те провода, которые применяют при прокладке проводки в квартире или доме. Вот на них и можно тренироваться. Все тоже, но работать с ними сложнее.
После завершения пайки
Если обрабатывали провода кислотными флюсами, после остывания припоя, его остатки надо смыть. Для этого используют влажную тряпку или губку. Их смачивают в растворе моющего средства или мыла, после — удаляют влагу, просушивают.
О том, как правильно паять паяльником вы знаете, теперь надо приобретать практические навыки.
Знания о том, как правильно паять, нужны не только радиолюбителям и специалистам по монтажу электроаппаратуры. Каждому домашнему мастеру приходится сталкиваться с необходимостью пайки при ремонте электробытовых приборов.
Подготовка паяльника к работе
Перед тем как паять паяльником, следует правильно подготовить его к работе. В быту чаще всего используют электрический паяльник с медным жалом, которое при хранении и эксплуатации постепенно покрывается слоем окиси и подвергается механическим повреждениям. Для получения паяного соединения хорошего качества подготовку паяльника к работе проводят в такой последовательности:
- Напильником с мелкой насечкой зачищают рабочую часть жала на длину 1 см от кромки. После зачистки инструмент должен приобрести красноватый цвет, свойственный меди, и металлический блеск. Во время зачистки жалу придают клиновидную, скошенную, конусовидную форму, чтобы спаивать, что нужно мастеру.
- Паяльник включить в сеть и разогреть до рабочей температуры.
- Жало необходимо залудить, покрыть тонким слоем олова -- того же припоя, чем паять соединяемые проводники. Для этого кончик инструмента погружают в канифоль, а затем проводят по нему кусочком припоя. Не стоит применять для лужения паяльника пруток из припоя с канифолью внутри. Чтобы равномерно распределить припой, рабочие грани потереть о металлическую поверхность.
При работе полуда будет обгорать и стираться, поэтому паяльник придется очищать и лудить в процессе пайки несколько раз. Очистить жало можно о кусочек наждачной шкурки.
Если мастер будет пользоваться инструментом с никелированным необгораемым стержнем, чистить его придется специальной губкой или влажной тканью. Лудят такое жало в расплаве канифоли, проводя по нему куском припоя.
Паянию можно научиться только в процессе работы, но перед этим желательно ознакомиться с основными операциями.
Обработка флюсом или лужение
Традиционный и самый доступный флюс -- канифоль. При желании можно паять с твердым веществом или его спиртовым раствором (СКФ, Канифоль-гель и т. п.), а также флюсом ТАГС.
Ножки радиодеталей или чипов покрывают полудой на заводе. Но для избавления от окислов можно перед монтажом залудить их заново, смазав жидким флюсом и покрыв равномерным слоем расплавленного припоя.
Медную проволоку перед обработкой флюсом или лужением зачищают мелкой наждачной шкуркой. При этом снимаются слой окиси или эмалевая изоляция. Жидкий флюс наносят кисточкой, а затем прогревают место спайки паяльником и покрывают его тонким слоем олова. Лужение в твердой канифоли производят так:
- кусочек вещества расплавить на подставке и прогреть в нем проводник;
- подать пруток припоя и равномерно распределить расплавленный металл по проволоке.
Правильно паять массивные медные, бронзовые или стальные детали нужно с использованием активных флюсов, которые содержат кислоты (Ф-34А, Глицерин-гидразин и пр.). Они помогут создать равномерный слой полуды и крепко соединить части крупных предметов. На обширные поверхности олово наносят паяльником, равномерно размазывая по ним припой. После работы с активным флюсом следует нейтрализовать остатки кислоты щелочным раствором (например, содовым).
Разогрев и выбор температуры
Начинающим трудно определить, при какой температуре инструмента можно начинать работать. Выбирать степень нагрева следует в зависимости от вида материала:
- пайка микросхем требует разогрева не выше, чем до +250°С, иначе детали могут быть повреждены;
- крупные отдельные радиодетали могут выдержать нагрев до +300°С;
- лужение и соединение медной проволоки может происходить при +400°С или немного ниже;
- массивные детали можно греть на максимальной мощности паяльника (около +400°С).
Многие модели инструментов имеют терморегулятор, и определить степень разогрева легко. Но при отсутствии датчика стоит иметь в виду, что бытовой паяльник удастся разогреть максимально до +350… +400°С. Работу с инструментом можно начинать, если канифоль и припой плавятся в течение 1-2 секунд. Большинство припоев марки ПОС имеет температуру плавления около +250°С.
Даже у опытного мастера не получится правильно паять паяльником, который недостаточно нагрет. При слабом нагреве структура припоя после застывания становится губчатой или гранулированной. Пайка не имеет достаточной прочности и не обеспечивает хороший контакт деталей, а такая работа считается браком.

Работа с припоем
При достаточном нагреве расплавленный припой должен стать текучим. При мелких работах можно взять на жало инструмента каплю сплава и перенести ее на соединяемые детали. Но удобнее пользоваться тонкой проволокой (прутком) разного сечения. Часто внутри проволоки содержится слой канифоли, который помогает правильно паять паяльником без отвлечения от процесса.
При таком способе горячим инструментом прогревается поверхность соединяемых проводников или деталей. Конец прутка припоя подводят к жалу и немного (на 1-3 мм) просовывают под него. Металл моментально плавится, после чего остаток прутка убирают, а припой греют паяльником, пока он не приобретет яркий блеск.
При работе с радиодеталями нужно учитывать, что нагрев для них опасен. Все операции выполняют в течение 1-2 секунд.
Во время пайки соединений одножильных проводов большого сечения можно использовать толстый пруток. При достаточном нагреве инструмента он тоже плавится быстро, но распределять его по спаиваемым поверхностям можно медленнее, стараясь заполнить все выемки скрутки.
Пайкой называется физико-химический процесс образования соединения между деталями при взаимодействии припоя со спаиваемым металлом. В отличие от сварки, рабочие поверхности не оплавляются, а происходит их смачивание припоем.
Как выглядит простой паяльник
Непременным условием для осуществления процесса пайки является расплавление припоя и смачивание им поверхности рабочего инструмента. Со временем наконечник паяльника чернеет и перестаёт работать. Поэтому необходимо знать способ его восстановления – как правильно залудить жало паяльника. На фото ниже изображена окисленная поверхность инструмента и покрытая припоем.

Поверхность жала паяльника: 1) окисленная поверхность инструмента; 2) покрытая припоем – луженая
В первом случае даже не стоит пытаться производить пайку, поскольку окислы препятствуют удержанию припоя на поверхности жала.
Паяльник будет готов к работе только тогда, когда его жало покроется слоем расплавленного материала с более низкой температурой плавления, чем соединяемые металлы.
Материалы для пайки
Для пайки применяется припой – материал, служащий для соединения металлических поверхностей и имеющий более низкую температуру плавления, чем у материалов соединяемых деталей.
Припой состоит из разных сплавов, куда могут входить олово, свинец, медь, никель и кадмий. Его изготавливают преимущественно в виде прутков и проволоки.
Пайка необходима для создания соединения, уменьшения переходного сопротивления электрического контакта и защиты соединения деталей от окисления.
Припой должен обладать свойством смачивания основы. При этом происходит его диффузия в основной металл, а тот растворяется в припое, образуя промежуточный слой, после застывания соединяющий детали как одно целое.
Для паяльников применяют мягкие припои с температурой плавления от 191 0 С до 280 0 С. Их основными компонентами являются олово и свинец в разных соотношениях.
С поверхности соединяемых металлов под пайку необходимо удалять оксиды. Для этого служат флюсы. Кроме того, они способствуют лучшему растеканию припоя и защищают поверхности от действия внешней среды.
Флюс применяется в твёрдом, жидком и пастообразном виде. Он может находиться внутри трубки из припоя.
В качестве флюса применяются:
- канифоль;
- ацетилсалициловая кислота;
- ортофосфорная кислота;
- соли;
- глицерин;
- нашатырь.

Распространённые флюсы для пайки в твёрдом, жидком и пастообразном виде
Флюсы должны обеспечивать низкий ток утечки и не обладать коррозионной активностью.
Принцип и процесс пайки
Пайка производится путём захвата припоя и флюса жалом паяльника, введения их между соединяемыми деталями и дальнейшего нагрева контактирующих поверхностей до их смачивания припоем, который впоследствии застывает, образуя соединение. Для этого следует прекратить нагрев.
Заточка паяльника
Жало паяльника перед работой затачивается напильником под углом в 30-40 0 . Край делают слегка притупленным, шириной 1 мм.
Если наконечник новый, заточка на нём уже есть. Здесь остаётся только обработать жало мелкозернистой шкуркой, напильником или надфилем, чтобы снять патину – зеленоватый окисел меди.
Магазинная заточка многих не устраивает, поскольку паять с ней не всегда возможно. Поэтому целесообразно вынуть медный наконечник из корпуса и отковать рабочую часть в виде вогнутой лопатки.
Подобная холодная обработка эффективней заточки, поскольку структура металла уплотняется, и жало меньше поддаётся коррозии. Небольшая шлифовка напильником на конечном этапе необходима, чтобы придать рабочей части паяльника законченный вид.
Как залудить жало?
После заточки жало следует облудить тонким слоем припоя. Для этого включается электрический паяльник, и медный стержень прогревается, пока не примет красновато-оранжевый оттенок.
Долго ждать не нужно, иначе стержень обгорит. После разогрева всё жало погружают в канифоль, а затем расплавляют кусочек припоя и покрывают им всю рабочую поверхность.
Если потереть жало о поверхность дерева, припой лучше покрывает рабочую зону паяльника.
Слой припоя на жале должен быть равномерным. Если поверхность покрылась частично, процесс повторяется. Как только паяльник будет готов к работе, его можно применять для пайки изделий.
Как залудить необгораемое жало?
Рабочая часть некоторых паяльников покрывается специальным защитным составом. Слой является достаточно тонким, и зачищать его нельзя. Для этого применяется специальная губка. Если её нет, подойдёт обычный кусок ткани, смоченный водой или глицерином. Можно использовать губку, предназначенную для мытья посуды.
Производятся специальные очистители жала в виде клубка из стружки цветного металла, в который погружается жало. При этом окислы остаются внутри. Их можно потом высыпать наружу.
Механические воздействия сокращают срок службы защитного слоя. При пайке не рекомендуется шаркать по плате или стучать по металлическим поверхностям.
Необгораемый слой окисляется достаточно быстро. Для повышения его срока службы рекомендуется поддерживать температуру пайки не выше 250 0 С.
Температура считается нормальной, когда от канифоли дым идёт тонкой струйкой, а не облаком с брызгами. При этом пайка получается с чёткими границами и характерным блеском. Если поверхность припоя получается матовой и с низкой механической прочностью, температуру нагрева следует увеличить.
Чтобы облудить жало паяльника с покрытием, надо в расплавленную канифоль положить кусок припоя. Паяльник разогревается и его концом нужно пошаркать по мокрой ткани, удалив со всех сторон окислы. Затем жало опускается в канифоль под кусок припоя. При этом снимаются остатки окислов, а припой плавится и частично остаётся на жале.
После лужения жало снова протирается тряпочкой и паяльник готов к работе. Важно его не перегреть выше 300 0 С, иначе всё придётся повторять сначала.
Перегрев виден по кипению и разбрызгиванию канифоли при опускании в неё жала паяльника.

Набор сменных необгораемых жал, применяемых на паяльной станции
Стандартное жало типа «игла» обладает низкой теплопроводностью, и паять им удобно только миниатюрные элементы. Выпаивать радиодетали с его помощью довольно сложно.
Более удобны жала типа «цилиндр со скосом». Для пайки в наборе целесообразно иметь 3 наконечника подобного вида, диаметром 1, 2 и 3 мм.
Ножевидное жало 5 мм обладает приличной мощностью и с его помощью можно паять как тонкие детали, так и массивные, если правильно разворачивать нож. Аналогично можно использовать классический клиновидный наконечник.
Перегрев паяльника
При отсутствии регулятора напряжения паяльник может разогреваться выше 300 0 С, что приводит к его обгоранию. Если не удаётся замерить температуру жала, перегрев можно заметить по кипению и брызгам канифоли.
Уменьшить температуру паяльника можно с помощью регулятора мощности – диммера. Здесь можно подобрать обычное устройство управления яркостью лампы накаливания. Важно, чтобы оно подходило по мощности.
Можно собрать тиристорный регулятор на микросхеме Кр1182ПМ2 своими руками, позволяющий управлять приборами, мощностью до 150 Вт.

Регулятор мощности на основе микросхемы, который можно собрать своими руками
В качестве нагрузки изображена лампа HL1. Вместо неё, можно подключить паяльник, который является активной нагрузкой. Мощность регулируется переменным резистором R1.
В диммерах предусмотрено плавное включение и отключение нагрузки. Для паяльника этого не требуется и можно обойтись более простым устройством.

Схема простого тиристорного регулятора
Положительный полупериод не управляется и проходит через диод VD1. Регулирование производится только через отрицательный полупериод путём управления тиристором VD2 с помощью переменного резистора R2. Для паяльника этого вполне достаточно.
Миниатюрные устройства регулирования встраиваются в ручку паяльника. Лучшие способы поддерживания оптимальной температуры пайки применяются в паяльных станциях, где режим может быть ручным или автоматическим.

Распространённая паяльная станция «Weller»
Для домашней сети со стабильным напряжением питания вполне достаточно ручного управления нагревом, в зависимости от марки припоя.
Износ паяльника происходит неравномерно. При выгорании на поверхности жала появляются неровности. Время от времени его надо затачивать и лудить.
Медь при нагреве растворяется в припое, а длительный разогрев без использования приводит к образованию слоя окислов. Поэтому рекомендуется в паузы выключать паяльник или уменьшать его температуру.
Закрепление жала паяльника
Наличие съёмного жала позволяет его снять и заточить. Но во многих конструкциях требуется его дополнительная фиксация, так как стержень начинает болтаться и выпадать. У него предусмотрена металлическая втулка, которая надевается сверху. Если её постоянно снимать при замене жала, прочность соединения уменьшится. Можно втулку оставить на месте, но со временем её заклинит и вынуть жало будет сложно.
Для создания надёжного соединения корпуса паяльника с жалом, втулку заменяют другой, чтобы она легко надевалась. Затем в ней сверлится отверстие и нарезается резьба М3 или М4. После того как втулка будет надета на жало, в неё вворачивается винт, создающий надёжное соединение и предотвращающий проворачивание жала. На рисунке ниже изображён паяльник в разобранном (а) и собранном виде (б), где в качестве втулки использована обычная гайка.

Как выглядит крепление сменного жала паяльника
Съёмное жало необходимо для паяльника ещё с целью регулирования его температуры. Если вставлять его в нагреватель на разную глубину, температура рабочей части будет изменяться.
Периодически требуется удаление окалины из соединения. Когда она накапливается, снижается рабочая температура паяльника. Очистку производят следующим образом:
- вынуть медный стержень пассатижами из паяльника;
- наждачной шкуркой удалить окалину;
- нанести на стержень слой графита, потерев об него грифель карандаша;
- извлечь остатки окалины из отверстия нагревательного элемента, слегка постукивая по нему;
- установить новый или вернуть старый медный стержень и закрепить его с помощью втулки с винтом.
Периодически следует проверять изоляцию паяльника. Для этого омметр устанавливается на мегаомный предел (1-10 мОм) и замеряется сопротивление между жалом и штырьками вилки паяльника, которое должно быть бесконечно большим.
Уроки пайки. Видео
Основы пайки для начинающих собраны в этом видео.
Паяльник в процессе работы со временем выгорает. Его жало необходимо периодически затачивать и лудить. При наличии необгораемого покрытия рабочая поверхность очищается специальными химическими средствами, после чего также лудится. В процессе работы важно, чтобы паяльник не перегревался.